Epitaxial Process Monitoring and Development
Use of a Residual Gas Analyzer for Epitaxial Process Monitoring and Development
B. Ramakrishnan, Dennis Liu, J. Town and S. Krishnakumar
Mitsubishi Silicon America
Salem, Oregon, 97303.
Abstract:
Residual Gas Analyzers (RGA) have proven to be a useful tool and hold promise to help optimize epitaxial processes against costly yield losses and extensive tool downtime. They also provide a detailed understanding of the semiconductor material and device processes. In the epitaxial process, RGA can be used as a monitoring tool to ensure that groups of process equipment which run the identical process recipes have nearly identical characteristics. In this study, an RGA is used with an Atmospheric Pressure Chemical Vapor Deposition (APCVD) reactor to study the gas phase reaction during various steps of the epitaxial process. Several examples of cases where the RGA provide valuable information about the epitaxial process is presented.
Introduction:
The cost of producing semiconductor devices has a direct dependence on maintaining a low contamination atmosphere. It also has impact on high machine uptime, throughput and a more complete utilization of the process equipment. In particular, to produce high quality epitaxial silicon layers, monitoring the trace levels of oxygen, moisture, particles and other contaminants is critical to prevent defects in the final film. In order to reduce the troubleshooting time and obtain a quick feedback, it has become critical to monitor insitu reactor processes. An RGA serves the purpose of sampling directly from the process chamber so that there is a continuous monitoring of the process and the process tool.
The use of RGAs in the semiconductor industry has been limited to leak checking and fingerprinting the processes[1]. RGA can be used as both a process monitor and a diagnostic tool in a manufacturing environment and can help identify the problems, trigger alarms if the process conditions are not met or out of control, and provide an insight into the process chemistry itself. Recent studies have shown the importance of RGAs as general diagnostic tools in the manufacturing environment[2,3]. One study identified the source of foreign material on wafer surfaces which was released from high temp processes[4]. Another report discussed how an intermittent nitrogen leak into an argon line affected an aluminum sputter system[5]. An RGA was used in various stages of tool ramp-up for a silicon epitaxy CVD reactor[6]. By monitoring both inlet gases and epitaxial reactor ambient conditions, process engineers have been able to reduce contamination sources, improve process control and increase epitaxial reactor yield by 2.5%[7]. In this study, various steps of the epitaxial process as monitored by the RGA is presented. In addition, RGA was used to optimize the epitaxial high-etch process.
Experimental Details:
Experiment Diagram
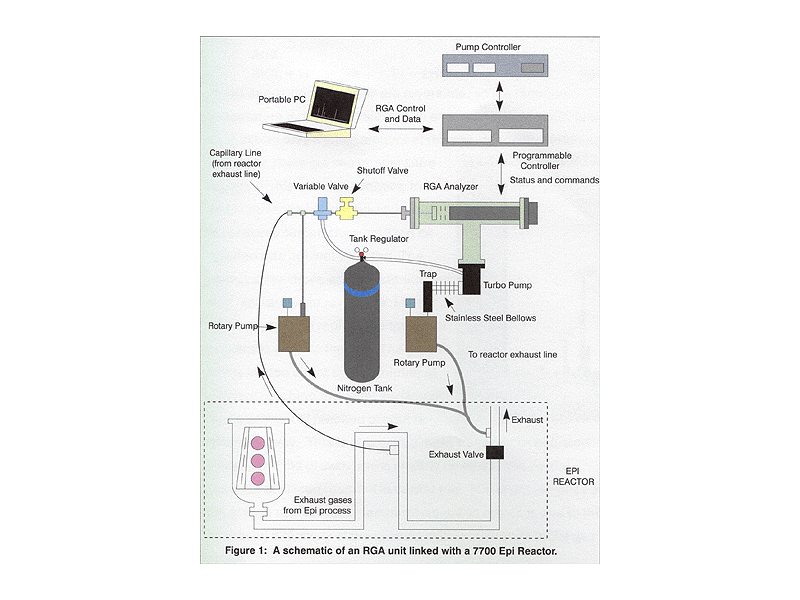
The epitaxial operation at Mitsubishi Silicon America consists of Epitaxial tools from different vendors such as Applied Materials (AMT), ASM and Concept Systems. In this study, an RGA from Spectra Instruments Inc. was used with an AMT 7700 APCVD reactor to monitor the gases coming out of the reactor. Figure 1 illustrates a schematic of the RGA system linked with a AMT 7700 reactor. The sensor head of the RGA has a mass range of 300 atomic mass units (AMU), which features a closed ion source design with dual tungsten filament. One rotary pump is used to create a pressure differential in the capillary line for sampling. In the other sensor chamber, a turbomolecular pump in conjunction with a rotary pump is used to create a background of the chamber. The best vacuum in the chamber can reach 10-9 Torr. The gas analyzer itself, using a quadruple mass spectrometer system, requires an internal pressure of less than 10-4 Torr.
Results and Discussion:
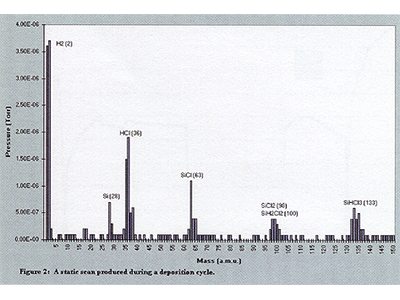
Figure 2
Figure 2, a static scan shows a typical RGA spectrum during an epitaxial deposition process. The gases introduced into the reactor at this stage were Trichlorosilane (SiHCI3) and Hydrogen (H2). The overall reaction can be classified as a hydrogen reduction of a gas phase:
2 SiHCI3 (gas) + 3 H2 (gas) -> 2 Si (solid) + 6 HCI (gas) (1)
However, a number of intermediate and competing reactions were occurring at this stage. Upon analyzing the spectrum, four major species with partial pressures of over 10-4 torr were detected. The hydrogen reduction process with a number of intermediate and competing reactions can be formulated as follows:
SiHC13 + H2 -> SiH22 + HCI (2)
SiH2CI2 -> SiCI2+ H2 (3)
SiHCI3 -> SiCI2 + HCI (4)
And
SiCI2 + H2 -> Si + 2 HCI (5)
These deposition reactions are reversible, so the reaction temperature must be considered to ensure that the equilibrium state allows only a small amount of reverse-deposition (etching). Generally, there are two temperature regions in this reaction process, low and high. In the low temperature region, the process can be characterized as reaction rate or kinetic limited. The chemical reactions are the rate-limiting step, and are even reversible. In the high temperature region, the transport processes are rate limiting. The growth rate is limited either by the amount of reactant reaching the wafer surface or by the amount of reaction products diffusing away. This is also called mass transport or diffusion limited, and the growth rate is linearly related to the partial pressure of silicon reactant in carrier gas. The slight increase of the growth rate at higher temperature in this region is due to the increased diffusivity of the species with temperature in the gas phase.
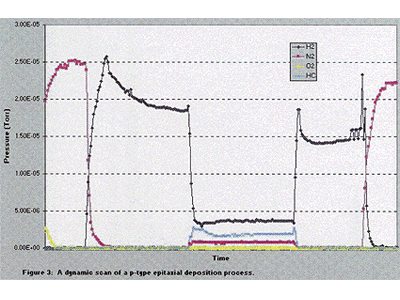
Figure 3
Figure 3 is a dynamic scan of a epitaxial deposition process. The first step, is a nitrogen purge to eliminate gaseous impurities from the reactor. Next is a hydrogen bake, to eliminate impurities (like oxygen) from the wafer surface. The Spectra RGA can be set to detect very small amounts of gases, but the scan in this figure was not set to do so. At any rate, no oxygen, which is the most common and detrimental impurity, can be seen in this scan of from the hydrogen bake step. An RGA that is properly set to detect small amounts of gases accurately can be used to create an optimal hydrogen bake duration that is productive, and produces the least amount of haze (an effect of having oxygen present).
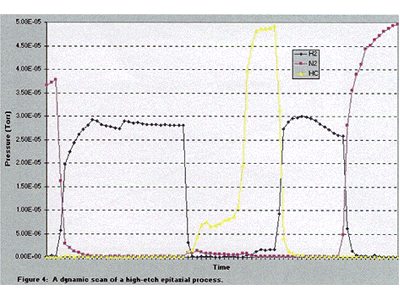
Figure 4
Figure 4 is a dynamic scan of a highetch process inside the epitaxial reactor. The highetch program is used to etch any polysilicon layer deposited on the susceptor and other quartz wear during the deposition process. In this particular example, the spectrum of HCI line indicates the chemical process occurred inside the chamber. With the HCI line 100% open to let HCI gas into the reactor, the recorded gas profile indicates that HCI does not reach the peak value until little into the step. This may be due to HCI reacted with polysilicon forming trichlorosiliane, and then being taken away from the system as a gas phase. The suddenly increasing in the HCI value may indicate that the reaction moving into another phase in which the polysilicon has been totally etched away. If this assumption is correct, one should be able to use these data to determine the corrected etch time to reduce the time required for this process.
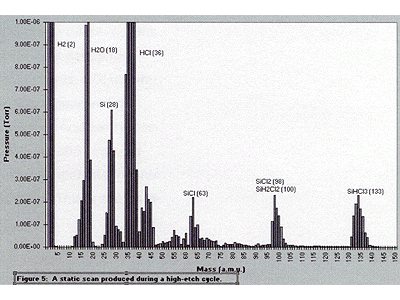
Figure 5
Figure 5 is a static scan at a point in the high-etch process. The spectrum is similar to a deposition scan (Fig. 2) because the same hydrogen reduction chemicals are present: Si, SiCI, SiCl2, SiH2CI2, and SiHCI3. The main difference is the amount of HCI and H2O present in this reaction. The etching process releases many impurities like H2O from the wafer surface, which accounts for this difference. Also, a peak having a mass of 45 AMU can be seen here, which is an unknown impurity. In order to create a reaction that is both a reverse of a deposition reaction and an efficient etching process, three factors must be considered: concentration of each of the chemicals, the temperature of the reaction and the duration of the reaction is important. The first factor is definite; feeding more HCI into the reactor causes more etching to occur (whereas in a deposition feeding more SiHCI3 causes more deposition). As for the second and third factors, they are calculated empirically, but proper experimentation with the RGA can give us a way of setting them to get more efficient results. This is also applicable to deposition processes, because many have wafer etching steps. In this case, we can determine if impurities that are released during the wafer etch step are purged from the chamber.
The investigation of the high etch cycle was important for the following reasons. The high-etch duration must not be too short, because failing to etch away the polysilicon deposits on the susceptor entirely will have detrimental effects on following runs. However, the duration of the high-etch cycle must not be too long. This would lead to several unfavorable effects. HCI will start to etch away parts of the reactor itself causing extensive tool downtime and parts replacement in the long run. Another reason would be the waste of time and material. Investigation into the high etch cycle using the RGA provided an empirical relationship between the deposited thickness and etch time. This is shown in figure 6.
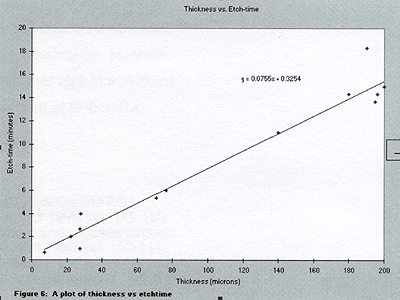
Figure 6
Conclusion:
This article is a revised version of a paper presented at the Materials Research Society (MRS) 1997 Spring Meeting, March 31,1997. The authors would like to acknowledge the entire staff at the epitaxial operations, Mitsubishi Silicon America, for their help and coordination in this project. We would also like to thank Mike Dent, Jonathan Paul, Mark Dent and staff of SPECTRA International for their continuous support.
References:
R. Rosenberg, "The advantages of Continuous On-line RGA monitoring." Semiconductor International Oct 1995, pp. 149-153. C. D'Couto and J. Liu, "Matching equipment and process through the use of residual gas analysis." MICRO Oct 1996, pp. 103-114. A. M. Haider, T. T.H. Fu, and R. W. Rosenberg. "Investigating use of an in situ RGA for process monitoring and diagnostics." MICRO April 1995, pp. 35-41. M. Reath, J. Brannen, and P Bakeman. "Use of Residual Gas Analysis in Low-pressure Semiconductor Process Reactors." Journal of the IES Vol. 37, No. 2, pp. 57-60, 1994. R.K. Waits. "Controlling Your Vacuum Process: Effective Use of a QMA." Semiconductor International Vol. 17, No. 5, pp. 79-84. R. Rosenberg, M. Liehr, and D. Sander. "Application of In-situ Residual Gas Monitoring to a Silicon Low Temperature Epitaxy Chemical Vapor Deposition Reactor." Proceedings of Microcontamination 1993 Conference, Santa Monica, CA. Canon Communications, pp. 99-112, 1993. B.C. Smoak, D. O'Ferrell, D. Brestovansky, and S. D. Cheung. "Gas Control Improves Epi Yield." Semiconductor International June 1990, pp. 88-92.
 Ultra-High Velocity
Ultra-High Velocity