Cleanroom Ultra-clean Air Delivery
Semiconductor fab environments require ultra-clean conditions to ensure low numbers of product defects due to particulate contamination. A critical aspect in creating an ultra-clean environment is proper design of an air purification and handling system to deliver ultra-low particulate air to the work environment.
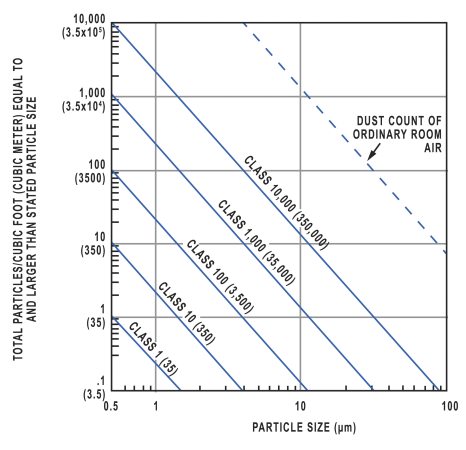
Figure 1. Cleanroom classification.
Semiconductor fab environments require ultra-clean conditions to ensure low numbers of product defects due to particulate contamination. A critical aspect in creating an ultra-clean environment is proper design of an air purification and handling system to deliver ultra-low particulate air to the work environment.
Cleanrooms are classified according to the size and number of particles per cubic foot in the ambient cleanroom air. Figure 1 shows a graph detailing the different cleanroom classifications. This graphic is based on an older standard, General Services Administration (GSA) standard FED-STD-209E, which has been recently replaced by a more rigorous ISO standard ISO 14644, Clean Rooms and Controlled Environments (14644-1: Classification of Air Cleanliness shown in Table 1).
| Class | Maximum Particles | Fed Std 209E Equivalent | |||||
|---|---|---|---|---|---|---|---|
| >=0.1 µm | >=0.2 µm | >=0.3 µm | >=0.5 µm | >=1 µm | >=5 µm | ||
| ISO 1 | 10 | 2 | |||||
| ISO 2 | 100 | 24 | 10 | 4 | |||
| ISO 3 | 1,000 | 237 | 102 | 35 | 8 | Class 1 | |
| ISO 4 | 10,000 | 2,370 | 1,020 | 352 | 83 | Class 10 | |
| ISO 5 | 100,000 | 23,700 | 10,200 | 3,520 | 832 | 29 | Class 100 |
| ISO 6 | 1,000,000 | 237,000 | 102,000 | 35,200 | 8,320 | 293 | Class 1,000 |
| ISO 7 | 352,000 | 83,200 | 2,930 | Class 10,000 | |||
| ISO 8 | 3,520,000 | 832,000 | 29,300 | Class 100,000 | |||
| ISO 9 | 35,200.000 | 8,320,000 | 293,000 | Room Air | |||
Table 1. ISO 14644-1 cleanroom standards.
Ultra-clean air is produced using advanced air filtration technology. The filters employed are either highly efficient particulate air (HEPA) or ultra-low particulate air (ULPA) filters that remove roughly 99.9% of the microparticulates in room air. The flow pattern employed for the clean air within a fab is commonly referred to as "laminar flow"; it directs the flow of ultra-low particulate air so as to avoid moving any existing particles to work environments into the work zone. Depending on the fab environment, different modes of laminar air flow may be used. In the larger, general work area, laminar air flow is most often vertical with clean, filtered air introduced at the ceiling level and withdrawn through vents in the sub-floor. Clean, filtered air may also be introduced in a horizontal laminar flow in the general cleanroom environment, although this is not encountered as often as vertical laminar flow. Rather, individual work stations will frequently employ dedicated filtration and horizontal laminar air flow to ensure the lowest levels of particulate contamination in those areas.
| Activity | Particles/Minute (0.3 microns and larger) |
|---|---|
| Motionless (Standing or Seated) | 100,000 |
| Walking ~2 mph | 5,000,000 |
| Walking ~3.5 mph | 7,000,000 |
| Walking ~5 mph | 10,000,000 |
| Horseplay | 100,000,000 |
Table 2. Particulates generated by human activity.
When proper cleaning methods and maintenance are coupled with effective air filtration and laminar flow design, it is possible to achieve cleanroom classifications as low as Class 1 or ISO 3 (sometimes better). However, it is important to understand that a cleanroom's rating refers to the room without equipment or people. Equipment, when properly installed and maintained, does not cause significant deterioration in cleanroom performance. The primary source of degradation in cleanroom performance is, typically, the people that work in that environment. Through the simple act of being present in the cleanroom they contribute to particle contamination by shedding particles from their skin and clothing. Table 2 shows the rate of particle generation that accompanies a variety of simple, unprotected human activities. This is why it is necessary to undergo special gowning and entry procedures when entering a semiconductor work environment. Even so protected, humans in the cleanroom tend to cause a degradation in particle performance and this is the reason why fabs are moving, as much as possible, to fully automated work environments.
Cleanroom Air Supply System Products
MKS offers the AIRGARD® ambient air analyzer to monitor the quality of filtered, recirculated air in cleanroom environments. The extensive use of toxic gases and solvents in semiconductor processing requires such monitoring for the safety of workers. The AIRGARD ambient air analyzer is a self-contained, high sensitivity FTIR-based gas analyzer. FTIR is a proven method for the detection and quantification of a wide range of volatile chemical species in ambient air, with detection limits in the low parts per billion (ppb) range, depending on the species and matrix. The AIRGARD analyzer employs FTIR technology for the rapid detection of a range of toxic chemicals at ppb levels and response times of less than 20 seconds. It has been successfully employed for the detection and monitoring of numerous toxic industrial chemicals as well as for continuous monitoring for chemical warfare agents. The AIRGARD analyzer was SAFETY Act designated by the Department of Homeland Security (DHS) in June, 2011.The method is proven to deliver no false positives (and hence no costly false alarms in the fab environment) and 97% detection efficiency.
Related Topics
Semiconductor Fab Utilities
- Semiconductor Fab Utilities Overview
- Ultrapure Water for Semiconductor Manufacturing
- Semiconductor Gas Storage and Delivery
- Semiconductor Exhaust Gas Treatment
Front-end Semiconductor
For additional insights into semiconductor topics like this, download our free MKS Instruments Handbook: Semiconductor Devices & Process Technology
Request a Handbook Ultra-High Velocity
Ultra-High Velocity