300 mm Resist-Torr XD High Sensitivity Photoresist Detection Monitor

Overview
The 300mm Resist-Torr® XD incorporates V-lens™ technology advancing the proven performance of the 300mm Resist-Torr® system to a new level of sensitivity, selectivity, and confidence in degas applications, compared with conventional quadrupole mass spectrometry-based residual gas analyzers. The 300mm Resist-Torr XD overcomes issues presented by challenging gases such as Argon that the limited detection power of conventional systems cannot address. In combination with the unique PR index from MKS, this powerful platform delivers a clear advantage for the monitoring and detection of trace gases.
- Detection of photoresist contamination during high pressure (~8 Torr) degas
- Up to 10 times increased sensitivity at lower masses (<15ppb)
- Reliable distinction between gases and background
- 2x improvement in absolute sensitivity - from improved focusing
- Fully automated process monitoring means no operator necessary
Products
| Compare | Description | Drawings, CAD & Specs | Availability | Price | |||
|---|---|---|---|---|---|---|---|

|
Photoresist Detection Monitor, High Sensitivity, 300 mm Resist-Torr®
|
300MM-RESIST-TORR-XD Photoresist Detection Monitor, High Sensitivity, 300 mm Resist-Torr® |
|
Specifications
-
Mass Range1-200 amu
-
Ion SourceHigh sensitivity, closed ion source
-
FilamentsReplaceable twin Thoria filaments
-
Mass FilterDouble filter (1 inch "RF only" pre-filter with 4 inch main filter)
-
DetectorDual (Faraday and Secondary Electron Multiplier)
-
Minimum Detectable Concentration<15ppb specified with Argon or Nitrogen
-
Mass StabilityBetter than ±0.1 amu over 8 hours
-
ResolutionBetter than 10% valley between peaks of equal height throughout the mass range
-
Mounting Flange2.75 inch Conflat® flange, SS capillary
-
Vacuum Hardware60 l/s turbomolecular pump with high conductance analyzer housing, fast response capillary inlet system, automated vacuum controller (RVC) completely interlocked and integrated
-
Analyzer Housing Base PressureBetter than 5x10-9 Torr after bakeout
-
Bakeout Temperature and Bakeout JacketIncluded for 200°C bakeout
-
Operating TemperatureElectronics: 10-40°C
-
Pneumatics60-80 psig CDA
-
Power Requirements88-264 VAC, 47/63 Hz, 600 Watts
-
Maximum Operating Conditions80% RH (non condensing)
-
LED Status IndicationInterlock status, filament emission, SEM, power and communications
-
I/O Capability4 analog inputs and 2 outputs (plus 1 dedicated gauge input). Optional support for a large number of both analog and digital inputs and outputs, including relay control
-
Other FacilitiesLeak check headset socket, external filament trip socket, instrument reset
-
SoftwareProcess Eye Professional fully network compatible control platform generating under 32bit or 64bit Microsoft® Windows® xP, Vista, Server 2008 or Windows 7 (recommended)
-
CommunicationEthernet CAT-5e
-
PC RequirementsIntel® Pentium IV® or AMD Athlon xP 1.2GHz, 1GB RAM, 120 GB hard drive, dependent upon total number of sensors on the computer and the operating system in use. Multi-sensor installation may require higher specifications.
-
Simultaneous Multi-SensorProcess Eye Professional client/server configuration offers flexible multi-sensor operation.
-
RGA to Vacuum System Cable Length33 feet (10 m)
-
Shipping Weight85 pounds (38.5 kg)
-
Foreline PumpDry diaphragm standard
-
InletDual path with fast-response capillary for degas monitoring and high conductance for base vacuum. Includes heater jacket.
-
ComplianceCompliant to RoHS Directive 2002/95/EC (control unit)
Features
V-lens™ Technology
V-lens Ion Optics Technology - Trajectories of negative ions (green), positive ions (red), neutral ions (blue) in the V-lens ion optics, reducing metastable decay
Degas processes typically employ inert gases such as Argon or Nitrogen. The use of these gases can be challenging as they generate an elevated baseline in RGAs due to large amounts of chemical background noise caused by metastable decay. This results in reduced sensitivity which can be problematic for manufacturers who want to identify changes in trace gases (which are indicative of issues during the manufacturing process) quickly and easily.
V-lens technology, a unique enabling solution, helps to overcome this issue by providing a consistently low mass independent baseline and detection levels in the low ppb range. This is achieved with unique ion optics that utilize a patented double-focusing and deflection mechanism that significantly reduces background and enhances sensitivity (see figure).
The result is a gas analyzer with limits of detection in the low ppb range without compromise to any other aspect of instrument performance.
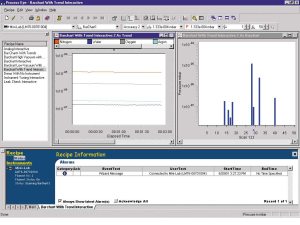
This state-of-the-art RGA technology is integrated with Process Eye Professional control platform, a recipe based, user-configurable software program. The combination of V-lens, a closed ion source, and automated inlet allows for sensitive and reproducible monitoring of the complete ALD, CVD, or Etch process cycle.
By maximizing the ratio between ALD, CVD, or Etch chamber gas signals and the gas background in the differentially pumped analyzer housing, the V-lens and closed ion source enables low ppm-level detection for trace contaminants in the process gas.
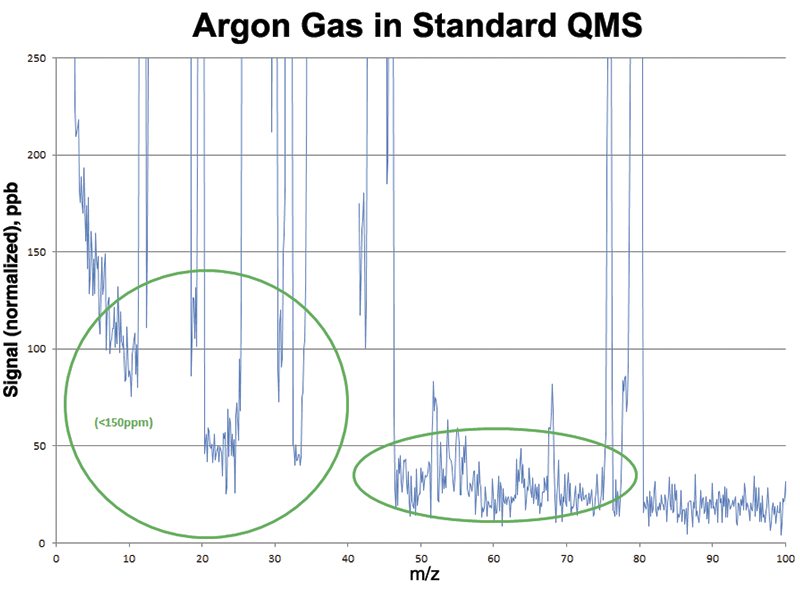
Data acquired from purified Argon at atmospheric pressure without V-lens technology
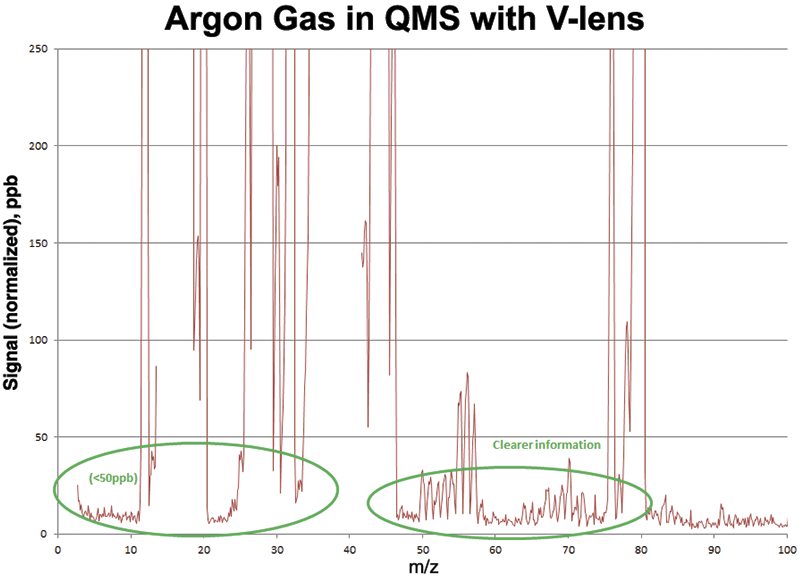
Reduced baseline and improved sensitivity typically observed when using a QMS with V-lens technology
Degas Monitoring of a Signature Mass
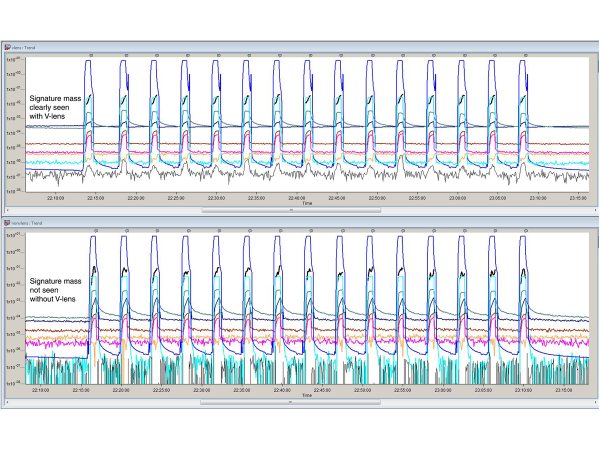
V-lens technology – providing reduced baseline and increased sensitivity for the monitoring of a signature mass.
A real life example where degas monitoring of a signature mass could only be achieved when utilizing V-lens technology is shown in the figure. The baseline is significantly reduced allowing for unequivocal identification of the target mass. This allows for faster and easier identification of trace gases which is critical in many manufacturing processes.
PR Index and Fab Integration
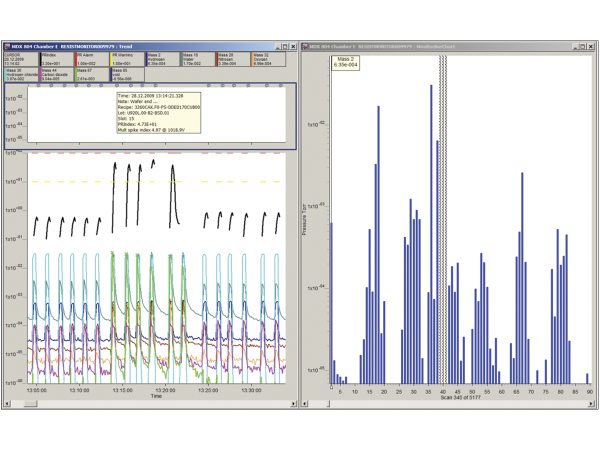
PR Index for characterization of wafer contamination
When the system is utilized with the powerful features of the Process Eye™ and TOOLweb® RGA sensor control software package, the result is completely automated operation and highly reliable and sensitive photoresist detection. Unscheduled downtimes are reduced and device yields are improved.
The 300mm Resist-Torr XD considers many different parameters of the degas step and combines that data to provide information in the form of a meaningful number, without the need for user-interpretation. This measurement, termed the PR Index, is a normalized measure of wafer borne photoresist contamination that can be presented in various forms to compare data over time.
The 300mm Resist-Torr XD can interrupt the processing of any wafer automatically, without operator intervention, if a wafer enters the vacuum system with detrimental levels of residual photoresist, as determined by the PR Index. The example (Figure 4) shows a PR index trace for a series of test wafers and provides the user a selective way to detect patterns that indicate contamination. The PR index is shown as a black trend in the top line and the alarm level as a yellow line. The black PR line can be seen to elevate indicating that it has identified contaminated wafers. The PR Index allows a more sensitive and reliable method for detecting photoresist contamination.
TOOLweb® RGA
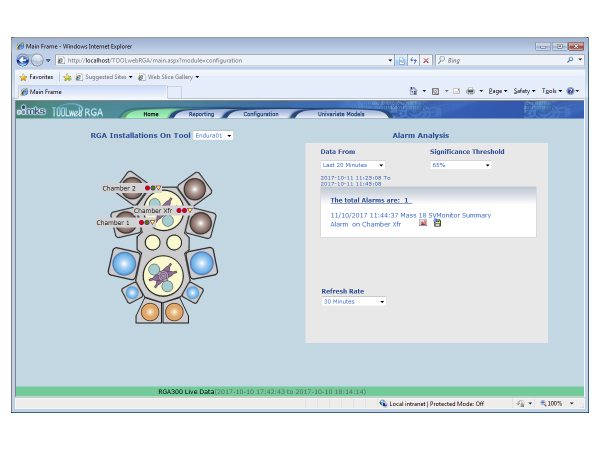
TOOLweb RGA home page screen for a tool with 300mm Resist-Torr degas modules
Using TOOLweb RGA sensor integration option for process tools, the 300mm Resist-Torr XD can be used as a degas chamber sensor in a completely automated process environment (Figure 5). TOOLweb RGA maintains a constant monitor of tool activities with all sensor data being framed by wafer logistics before alarm models are applied. Full alarm and data reporting to the FAB host and FDC are available so real time monitoring of chamber conditions and flagging of any process excursions from ideal conditions is possible.



Resources
Drawings & CADs
- 300mm Resist-Torr® XD Dimensional Drawing (2.9 MB, PDF)
Literature
- 300mm Resist-Torr® XD High Sensitivity Photoresist Detection RGA (451.8 kB, PDF)




 Ultra-High Velocity
Ultra-High Velocity